设置打印参数
在设置打印参数之前,您需要先添加打印机,如果您还没有添加打印机,点击主窗口底部的机器管理栏的添加按钮 ,选择打印机品牌展开可用打印机,选择您要添加的打印机,点击下一步按钮添加打印机。
添加打印机后,您可以为打印机配置打印参数。一个打印机可以有多个配置文件,您可以在配置文件面板中管理您的配置文件。
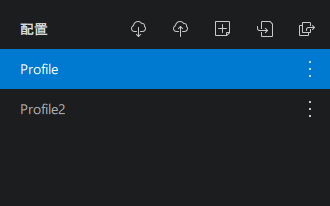
在配置参数面板,你可以 下载配置参数 (材料库或自定义), 上传所有配置参数 (自定义), 添加配置参数, 导入配置参数 (本地), 导出所有配置参数 (本地).
将鼠标悬浮在配置参数的图标 上将弹出对于该配置的可用操作, 包括 上传, 重命名, 导出, 重置, 删除。
机器
在这里您可以配置打印机的基本信息,包括打印机的名称、机器分辨率、尺寸等。
名称
打印机的名称,可编辑,默认为打印机型号。
类型
打印机的型号,不可编辑。
镜像
曝光图像镜像模式。在大多数情况下,您不需要更改此设置,除非您使用默认的打印机类型(其他 > 默认)。
分辨率和尺寸
打印屏幕的分辨率和尺寸。在大多数情况下,您不需要更改此设置,除非您使用默认的打印机类型(其他 > 默认)。
链接/取消链接按钮 允许您链接/取消链接尺寸和分辨率或 X 和 Y。任何链接的值都将在更改其他值时自动更新。
如果尺寸与分辨率不进行链接(分辨率保持不变),屏幕尺寸越小,则实际打印尺寸越大,反之亦然。
分辨率必须与打印机的实际分辨率匹配,否则打印机可能会报错。
建造区域偏移
建造区域的偏移量。通过启用此选项,您可以调整到打印屏幕边缘的偏移量。偏移区域将不会被打印。如果您的屏幕边缘有坏点,设置偏移可以避开坏点。
树脂
在这里您可以配置树脂的基本信息,包括树脂的名称、类型、密度、单价等。CHITUBOX 将使用这些信息来计算树脂的使用量和成本。
打印
并非所有打印机都支持静止时间等待模式。在这里查看📃完整的兼容性列表。
TSMC(二段运动控制)
你可能已经注意到打印设置中有两组抬升和回缩参数,这里是设置 TSMC 的地方。
当打印平台开始带着模型升起时,树脂料槽底部的离型膜会将刚固化的层向下拉,直至脱离,这称为“吸力效应”。当与离型膜接触面积较大,且打印平台以较高速度拉开时,吸力效应更为明显。吸力效应会导致模型变形,甚至导致模型从打印平台上脱落。我们建议保持缓慢的升起速度,直到模型脱离离型膜。当吸力效应不再是问题时,随后加快升起速度可以提高打印效率。收回阶段的原理类似。
您可以调整以下参数以熟悉 TSMC。
GCode
如果您不知道自己在做什么,请不要在这里编辑任何内容。
仅 .zip 和其派生格式(例如 .cws)支持 Gcode 编辑。
高级
底层光强 PWM
底层光强的 PWM,范围从 0 到 255 或从 0% 到 100%,控制底层的 UV 光源功率。
光强 PWM
普通层光强的 PWM,范围从 0 到 255 或从 0% 到 100%,控制普通层的 UV 光源功率。
图片灰度
类似于光强 PWM,范围从 0 到 255,但是图片灰度不是控制 UV 光源的功率,而是控制 LCD 屏幕的透光率。值越大,透光率越高。
抗锯齿
有两种抗锯齿模式:灰度级别 和 抗锯齿级别(旧)。
灰度级别
该模式适用于 .ctb 格式。
抗锯齿级别
这是旧模式,仅适用于 .cbddlp 格式。
收缩补偿
模型在 X,Y,Z 方向上按照一定比例进行收缩补偿。百分比是与原始模型相比的大小,默认值为 100%。
百分比数值越大,模型实体越大。
百分比数值越小,模型实体越小。
公差补偿
普通层的内外直径补偿。
当 a 值较大时,内直径较短,模型体积较大。
当 a 值较小时,内直径较长,模型体积较小。
当 b 值较大时,外直径较长,模型体积较大。
当 b 值较小时,外直径较短,模型体积较小。
打开 📺 这条视频 和 📃 这篇文章 了解更多关于公差补偿的内容。
底层公差补偿
底层的内外直径补偿。通常此设置用于解决“大象腿”的问题。
当 a 值较大时,内直径较短,模型体积较大。
当 a 值较小时,内直径较长,模型体积较小。
当 b 值较大时,外直径较长,模型体积较大。
当 b 值较小时,外直径较短,模型体积较小。
- 当禁用底层公差补偿时,普通层公差补偿将对整个模型生效。
- 底层公差补偿仅作用于底层,当过渡层和底层公差补偿同时启用时,打印结果可能不如预期。
仅设置过渡层
仅开启底部公差补偿
同时启用过渡层与底层公差补偿
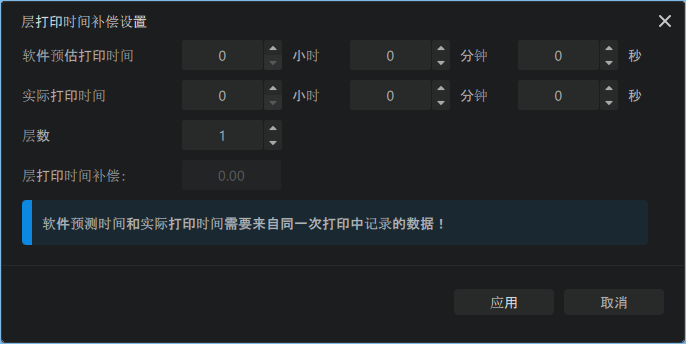
打印时间补偿
一些高分辨率打印机在加载数据时可能会有额外的延迟,这将导致打印时间预估不准确,您可以设置时间补偿来改善这个问题。
-
手动输入
每层打印时间补偿:一个 2 位数,范围在
-99.99到99.99之间,默认为0秒。 当启用时,单层预计时间 = 曝光时间 + 等待时间 + 移动时间 + 每层打印时间补偿 -
自动生成